|
|
|
Categories
|
|
Information
|
|
Featured Product
|
|
|
 |
|
|
There are currently no product reviews.
 ;
I had been looking everywhere for a proper service manual for this VCR. Everywhere else that has this available for download has a very light version. This is the full service manual with all aspects that would interest anyone looking for the service manual for the AIWA HV-MX100 Worldwide VHS VCR. Great quality (as always). A winner hands down. Best Quality.
;
Top quality manual. Covers all aspects you'd expect in a top quality service manual for this Panasonic VHS VCR. The manual resolution is high. Another top quality manual from the only site worth downloading manuals from! If you're looking for a manual for the PV-9662 VHS VCR, this is the one you'll want to get!
;
complete part-lists and pcb layout, schematic diagram is good enlargable,
;
Excellent, fast delivery, excellent product. Good luck!
;
This manual is for the usa model only. But it is clear
, accurate and comprehensive, including board layouts and schematics.
I found it extremely useful for my mitsubishi dp-86da, but the same diagram would also work for the realistic lab5000 and hi fi 80. Thanks.
MultiPASS MP730/MP700 Chapter 2: Technical Reference
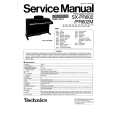
3.2 About the Ink Sensor
onsisting of an LED and photo sensor, the ink sensor uses optical means to detect whether there is ink in the ink tank. At the bottom of the ink tank is an indentation that works like a prism. When there is ink in the ink tank, the refractive index of the ink and the prism's resin material is about the same. Therefore, the reflected amount of light is small. When the ink is exhausted, the refractive index of the air and the prism's resin is very different, so all the light entering the sensor is reflected and the amount of reflected light is high. The ink sensor detects the difference in the reflected light amount to determine whether or not there is ink in the tank. The MPU detects the voltage that changes according to the change in the reflected light amount. The analog value that is input is converted to a digital value by an internal A/D converter. When the machine detects no ink in the ink tank, it starts to count the number of ejected dots corresponding to the amount of ink (about 20% of the ink amount) in the sponge and it starts to detect the no-ink error. This error is detected in the following cases: While the power is ON, when the flatbed ass'y is closed, after the pumping operation, or after the set number of dots have been printed. If the flatbed ass'y is opened during the ink amount measurement, the external light may prevent an accurate measurement. The presence of an ink tank will also not be detected. If there is no ink tank, there will be no reflected light and the machine will therefore assume that there is ink.
Ink Tank Refracted Light Incident Light LED Ink Sensor Ink Air
Reflected Light Incident Light Photo Sensor
Ink Sensor
Inl Present
No Ink
Prism Reflected Light (Completely Reflected)
Figure 2-6 Ink Sensor
Correctly Detecting the Absence of Ink The mechanisms of the product are designed in such a way that the following operations can at times prevent the correct detection of the absence of ink, not printing received images and, as a result, generating a blank output. � While ink is present, the flatbed ass'y is opened, the ink tank is removed, and the flatbed ass'y is closed without putting back the ink tank. � While ink is present, the flatbed ass'y is opened, the ink tank is removed, and the flatbed ass'y is closed after improperly putting back the ink tank (i.e., without hearing a clicking sound). � While ink is present, the flatbed ass'y is opened, and the flatbed ass'y is closed after fitting an ink tank whose ink chamber is empty. 2-8
NOTE
|
|
|
> |
|